Imperfection
Imperfection size limits
Illustration
Reasons
Incomplete penetration
Lack of penetration for full penetration welds.
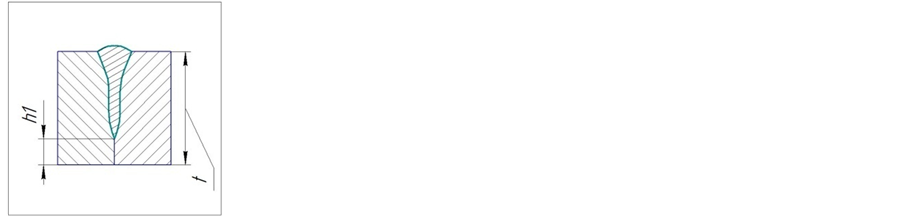
Low laser power; Bad edge surface preparation
D.  ≤ 0.15 T max. 1 mm
≤ 0.15 T max. 1 mm
C. not permitted
B. not permitted
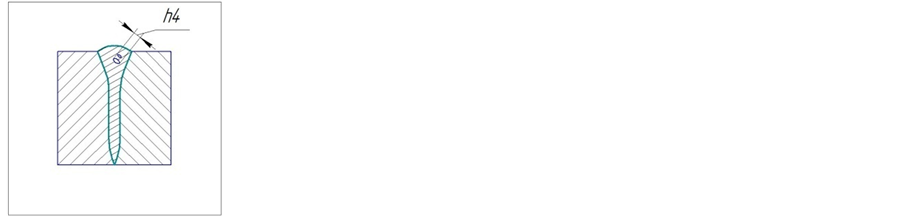
Incompletely filled groove & excessive penetration
D.  ≤ 0.15 T max. 2 mm
≤ 0.15 T max. 2 mm
C.  ≤ 0.1 T max. 1.5 mm
≤ 0.1 T max. 1.5 mm
B.  ≤ 0.05 T max. 1 mm
≤ 0.05 T max. 1 mm
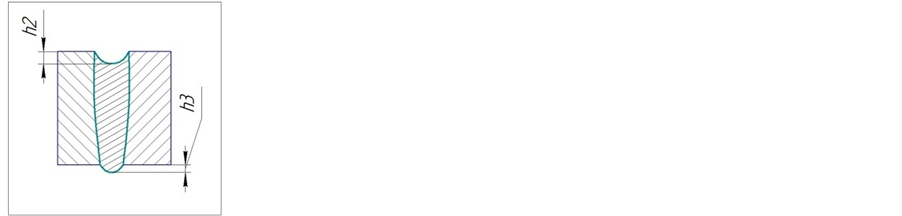
High laser power; Low welding speed; Metallurgical instability during welding
D.  ≤ 0.2 + 0.3 T max. 5 mm
≤ 0.2 + 0.3 T max. 5 mm
C.  ≤ 0.2 + 0.2 T max. 5 mm
≤ 0.2 + 0.2 T max. 5 mm
B.  ≤ 0.2 + 0.15 T max. 5 mm
≤ 0.2 + 0.15 T max. 5 mm
Porosity and gas pores
Maximum dimensions for a single pore.
Incomplete cleaning of the edge surface; High gas saturation of metal; High welding speed
D. 1 or  ≤ 0.5 T max. 5 mm
≤ 0.5 T max. 5 mm
C. 1 or  ≤ 0.4 T max. 3 mm
≤ 0.4 T max. 3 mm
B. 1 or  ≤ 0.3 T max. 2 mm
≤ 0.3 T max. 2 mm
Cracks
All types of cracks except micro cracks (less than 1 mm2 crack area)

High internal stress; High amount of diffusive hydrogen in the weld metal; Brittle structure in the HAZ
D. not permitted
C. not permitted
B. not permitted